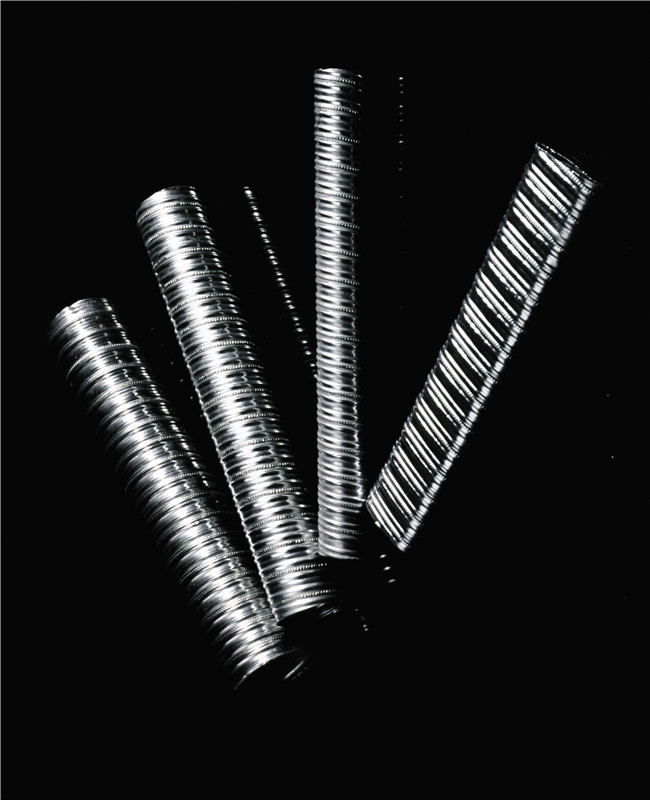
金屬波紋管液壓成型模具由一個芯軸、一付推模和一付模片組成。它們工作部位的截面形狀相應于波紋管截面形狀而變化。資料宜用中碳鋼或一般合金鋼。其強度、硬度和耐性方面的要求可與一般模具設計標準相同,但模具各部位的幾何尺度,形位公差的確認,有必要依據長期實踐所獲得的成熟經歷來考慮。不然,成功地設計出理想的金屬軟管模具是很困難的。
(一)不柱度和不同軸度
對于通徑為150毫米以下或各種當量截面的,不同波形的中小規格的波紋管,推模中心工作部位的不同軸度不能大于0.03-0.05毫米,其不柱度不能大于0.05-0.08毫米。尤其是對矩形截面的波紋管模具,要求還要更高一些。不然,在合模的時候,就或許將管坯料咬破,使之漏液,結果會因為壓力損失而使波紋成型不出來。即便管還未被咬破(僅是被咬傷了),成型時,這個部位壁厚就會愈加變薄。這樣,必定影響它的使用壽命。對于矩形截面的波紋管,則在四個面上的波紋厚度、波谷寬度或許產生不均勻,或是波紋深度有差異。因而,嚴格地把握不柱度和不同軸度的允差,是波紋管液壓成型模具設計中的一個基本原則。
(二)合作
在設計模具時,當然不能機械地按看管坯料通徑及壁厚去換算。因為管坯制造公差管材薄壁的柔嫩性及單波接連成型工藝特點等原因,依據波紋管截面巨細的不同,推模、模片與管坯料外外表應呈靜合作或相當于靜合作的過渡合作狀態。它們之間沒有空隙。為了確保成型過程中不走漏,密封圈外徑要比芯軸外徑大一些,使套裝在芯軸上的管坯料的實踐支承是密封圈,而不是芯軸自身。
(三)關于圓角值的確認
在模具上,各部位的R值有其各種不同的效果。
R值的巨細,直接影響波紋管的成型質量。因為各種資料、規格的不同,波紋成型后的回彈量巨細也不相同。
R值確認得是否得當,直接關系到能否生產出合格的產品。所以說,認真地分析各個R值的實踐意義亦是波紋管液壓成型模具設計中一個不可忽視的方面。
- 四川預應力錨具安裝施工時需特別注意這幾點
- 新津三橋告訴您多層波紋管在什么環境中使用?
- 成都橋梁構件廠家闡述混凝土構件使用養護的方法
- 成都橋梁構件廠家分析預制疊合梁的使用方法
- 金屬波紋管成型模具的設計要素